Ukufakwa kwe-Roller Converor Roller
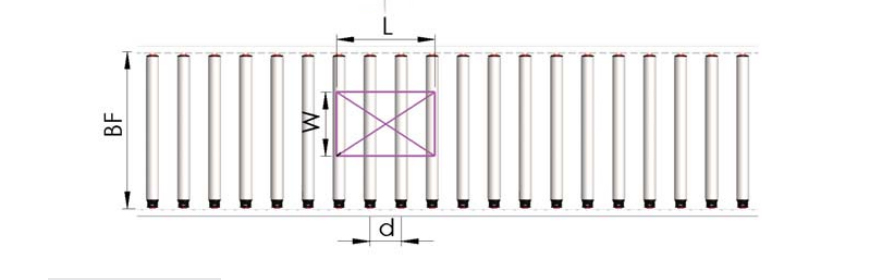
Ukuze uqinisekise ukuqina kwezinto ezidluliselwe, ama-roller ama-4 kuyadingeka ukusekela impahla edluliselwe, okungukuthi, ubude bezinto ezidluliselwe (l) bukhulu kunebanga lesikhungo se-Drum (D ); Ngasikhathi sinye, ububanzi bangaphakathi bohlaka kufanele lube lukhulu kunobubanzi bezinto ezidluliselwe (w), bese ushiya umugqa othile. (Imvamisa, inani elincane lingu-50mm)
Izindlela zokufaka nemiyalo ejwayelekile
| Indlela yokufaka | Ukuzivumelanisa nesehlakalo | Kuphawula |
| Ukufakwa okuguquguqukayo shaft | Ukukhishwa komthwalo okukhanyayo | Ukufakwa kwe-elastic Candle Press-Fit kusetshenziswa kabanzi ekuthandeni okukhanyayo okukhanyayo, futhi ukufakwa kwalo nokulondolozwa kulula kakhulu. |
| Ukufakwa kwefulethi | umthwalo ophakathi | Izintaba ezifuywayo ezifuywayo ziqinisekisa ukugcinwa okungcono kunemishini elayishwe entwasahlobo futhi kufanelekile izinhlelo zokusebenza ezilinganiselwe zokulayisha. |
| Ukufakwa kwentambo yowesifazane | Ukudluliselwa okusebenzayo okunamandla | Ukufakwa kwentambo yowesifazane kungakhiya i-roller kanye nohlaka oluphelele, olunganikeza amandla amakhulu okuletha futhi kuvame ukusetshenziswa izikhathi ezisindayo noma ngejubane elikhulu. |
| Intambo yabesifazane + yokugaya ukufakwa kwefulethi | Ukuqina okuphezulu kudinga ukudluliselwa okusindayo | Ngemigomo ekhethekile yokuqina, intambo yowesifazane ingahle isetshenziswe ngokuhambisana nokugaya nokukhumula okufulethi ukuhlinzeka umthamo omkhulu wokuthwala kanye nokuqina okuhlala njalo. |

Incazelo Yokucacisela Ukufakwa kwe-Roller:
| Indlela yokufaka | Ibanga lokucaciswa (mm) | Kuphawula |
| Ukufakwa kwefulethi | I-0.5 ~ 1.0 | Uchungechunge lwe-0100 luvame ukuba yi-1.0mm, ezinye zivame ukuba ngu-0.5mm |
| Ukufakwa kwefulethi | I-0.5 ~ 1.0 | Uchungechunge lwe-0100 luvame ukuba yi-1.0mm, ezinye zivame ukuba ngu-0.5mm |
| Ukufakwa kwentambo yowesifazane | 0 | Imvume yokufaka ingu-0, ububanzi bangaphakathi bohlaka bulingana nobude obugcwele besilinda l = bf |
| -nye nje | -Ktfulelekile |
Ukufakwa okugobile kwe-conveyor roller
Izidingo ze-Angle zokufaka
Ukuze uqinisekise ukudlulisela okubushelelezi, kudingeka i-angle ethile yokuthambekela lapho kufakwa i-roller eguqukayo. Ukuthatha i-Rupler evamile engu-3.6 °
Njengoba kukhonjisiwe kuMfanekiso 1:

Ukuguqula izidingo ze-radius
Ukuze uqinisekise ukuthi into edluliswayo ayihlanganisi eceleni kwesihambisi lapho ijika, amapharamitha alandelayo we-Design kufanele akhokhelwe: BF + R≥50 + √ (R + w) 2+ (L / 2) 2
Njengoba kukhonjisiwe kuMfanekiso 2:
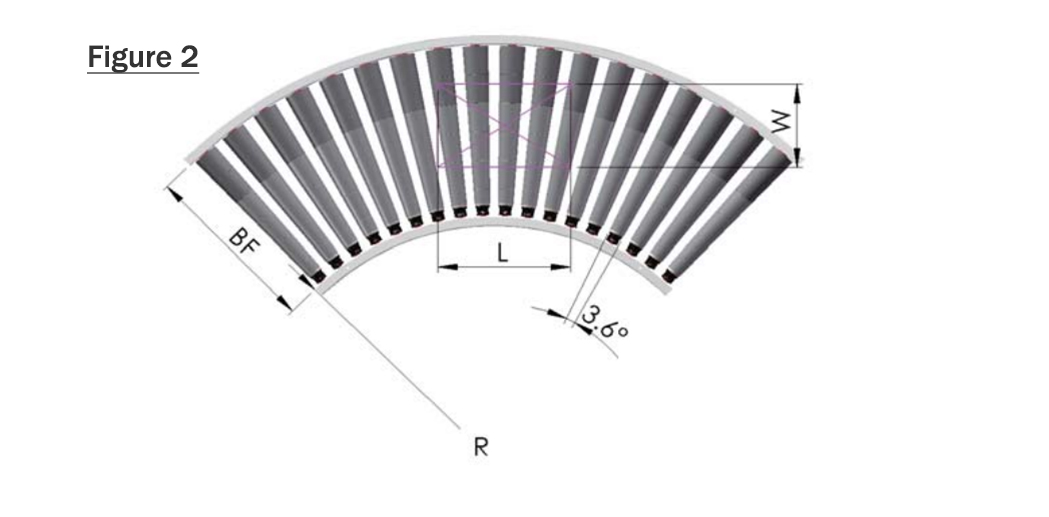
Isethenjwa sokuqamba sokuguqula i-radius yangaphakathi (i-roller taper isuselwa ku-3.6 °):
| Uhlobo lwe-mixer | I-Radius yangaphakathi (R) | Ubude be-roller |
| Ukungavinjelwe Ama-Roller | 800 | Ubude be-roller ngu-300,400,500 ~ 800 |
| I-850 | Ubude be-roller ngu-250,350,450 ~ 750 | |
| I-TRRAMMNDRED HEAD SY WELOW | I-770 | Ubude be-roller ngu-300,400,500 ~ 800 |
| I-820 | Ubude be-roller ngu-250,450,550 ~ 750 |